
Como componente de actuador clave en sistemas hidráulicos que logra un movimiento lineal bidireccional, la corriente principal cilindro hidráulico de doble efecto y vástago simple En la industria, se fabrican con tres requisitos fundamentales: alta precisión, gran resistencia al desgaste y un sellado riguroso. En particular, el mecanizado profundo de la camisa del cilindro y el mecanizado de precisión del vástago del pistón son los aspectos técnicos clave que determinan la vida útil y el rendimiento del producto. Hoy, utilizando este tipo de cilindro hidráulico como ejemplo e incorporando el concepto de "Diseño para la Fabricación (DFM)", desglosaremos exhaustivamente todo el proceso de fabricación, desde la selección de materiales y equipos hasta los procesos paso a paso, ayudándole a comprender la lógica tecnológica detrás de los componentes hidráulicos de precisión.
Los componentes principales de un cilindro hidráulico de doble efecto y vástago simple incluyen la camisa del cilindro, el vástago del pistón, el pistón, la culata delantera, la culata trasera, los sellos y los conectores. La selección de materiales debe ajustarse estrictamente a la tecnología de procesamiento y las condiciones de trabajo, lo cual constituye una encarnación fundamental del concepto DFM (Diseño para la Fabricación).
Cuerpo del cilindro: Se prefieren tubos de acero sin costura para la pieza bruta (un tipo de tubo de acero sin soldaduras, con material uniforme y alta resistencia, que elimina la necesidad de perforaciones profundas posteriores y se adapta a las características estructurales de "alta relación longitud-diámetro" del cilindro hidráulico). El material suele ser acero al carbono de alta calidad o acero estructural aleado. La precisión del mecanizado del orificio del cilindro debe ser de grado IT9 a IT7 (IT es el código estándar de tolerancia internacional; cuanto menor sea el número, mayor será la precisión. La precisión del grado IT7 es mayor que la del grado IT9, lo que garantiza un ajuste preciso entre el orificio del cilindro y el pistón, evitando fugas internas excesivas). Los errores de redondez (indicador que mide si la sección transversal de la pieza es casi un círculo perfecto; cuanto menor sea el error, más uniforme será el contacto entre la pared interior del orificio del cilindro y la junta del pistón) y cilindricidad (indicador que mide si todo el círculo exterior o el orificio interior de la pieza es uniformemente cilíndrico; cuanto menor sea el error, más suave será el movimiento del pistón) no deben superar la mitad de la tolerancia de ajuste. La rectitud del eje (un indicador que mide si el eje central de la pieza es recto, con un error de ≤0,03 mm en una longitud de 500 mm, lo que evita el atasco del pistón durante el movimiento) debe ser ≤0,03 mm en una longitud de 500 mm, y la rugosidad superficial Ra=0,1~0,4μm (Ra es un indicador que mide la suavidad de la superficie; cuanto menor sea el valor, más lisa será la superficie. Este rango reduce el desgaste del sello y extiende la vida útil) (afecta directamente la vida útil de los sellos). Vástago del pistón: El componente principal que soporta la carga. El material preferido es acero 35 o 45 (acero estructural al carbono común de alta calidad, con resistencia moderada y fácil maquinabilidad); para aplicaciones que involucran impactos y vibraciones severos, se utiliza acero 55 o acero de aleación 40Cr (un acero estructural de aleación con resistencia y tenacidad mejoradas debido a la adición de cromo, adecuado para soportar cargas de alto impacto). Requiere tratamiento térmico (un proceso de tratamiento térmico que implica calentar y enfriar el acero, seguido de un revenido a alta temperatura, con el objetivo de mejorar el rendimiento general del material, asegurando tanto la resistencia como un cierto grado de tenacidad para evitar que el vástago del pistón se fracture bajo tensión) a una dureza de HB229~285 (HB es la unidad de dureza Brinell; cuanto mayor sea el valor, más duro será el material; este rango garantiza que el vástago del pistón sea resistente al desgaste y a la deformación); para entornos corrosivos o marinos, se utiliza acero inoxidable, con un cromado duro en la superficie (aproximadamente 0,05 mm de espesor, la galvanoplastia de una capa de cromo en la superficie del vástago del pistón mejora significativamente la resistencia al desgaste y a la corrosión, previniendo la oxidación y el desgaste). La tolerancia de ajuste es principalmente de grado H7/g8 o H7/f8 (en las especificaciones de tolerancia, H representa la tolerancia del orificio, g/f representa la tolerancia del eje; cuanto menor sea el número, mayor será la precisión; H7/g8 proporciona un ajuste más apretado, H7/f8 un ajuste ligeramente más flojo, ambos utilizados para garantizar el ajuste preciso entre el vástago del pistón y el buje guía, equilibrando el sellado y el movimiento suave), con una rugosidad superficial Ra=0,2~0,4μm, y errores de redondez y cilindricidad que no excedan la mitad de la tolerancia del diámetro. Pistón y culata: Los pistones se fabrican comúnmente a partir de barras (materia prima metálica cilíndrica) o barras estiradas en frío (barras procesadas por estirado en frío, que ofrecen una alta precisión superficial y dimensiones uniformes, lo que reduce las tolerancias de mecanizado posteriores y ahorra costos). El material es hierro fundido (una aleación de hierro y carbono con alto contenido de carbono, alta dureza y fácil de fundir, pero de baja tenacidad) o hierro dúctil (hierro fundido con un agente esferoidizante añadido, que permite que los elementos de carbono internos se distribuyan de forma esférica, lo que resulta en una tenacidad significativamente mayor que la del hierro fundido convencional, ideal para soportar los impactos repetidos del movimiento del pistón). Las culatas delantera y trasera están fabricadas en acero al carbono para garantizar la rigidez estructural y la compatibilidad con la soldadura.
Piezas estándar: Los componentes de sellado (piezas que evitan fugas de aceite hidráulico, como juntas tóricas y anillos de pistón), boquillas de lubricación (interfaces para inyectar aceite lubricante), cojinetes (piezas que reducen la fricción entre piezas móviles), etc., priorizan los productos de proveedores establecidos, centrándose en el mecanizado de precisión de los componentes estructurales centrales.
El cuerpo del cilindro utiliza un tubo de acero sin costura, lo que evita las dificultades técnicas que supone la perforación de agujeros profundos.
Cuando el vástago del pistón está diseñado como una estructura de eje delgado, se reservan un orificio central (para posicionarlo durante el mecanizado del torno) y una posición de soporte de apoyo estable (explicada en los pasos de procesamiento posteriores) para reducir la deformación del mecanizado;
Los componentes soldados (como la culata trasera y el cuerpo del cilindro) tienen superficies cónicas de ubicación reservadas (superficies de posicionamiento cónicas para facilitar la alineación durante el ensamblaje) y orificios para pasadores (orificios para insertar pasadores de ubicación para garantizar que las piezas no se muevan durante la soldadura), lo que garantiza la coaxialidad (el grado en el que coinciden los ejes centrales de las piezas).
El procesamiento de cilindros hidráulicos de doble efecto y vástago simple requiere equipos especializados y herramientas de precisión (herramientas auxiliares de procesamiento). El equipo principal debe cumplir con los requisitos de mecanizado de agujeros profundos, corte estable de ejes delgados y acabado de alta precisión, específicamente como se indica a continuación:
Máquina herramienta para mecanizado de agujeros profundos: Su característica principal es la rotación de la pieza y el avance de la herramienta (para evitar la deflexión de la herramienta debido a su esbeltez); equipada con un potente sistema de refrigeración y evacuación de virutas (que utiliza refrigerante a alta presión para eliminar el calor y las virutas generadas durante el corte, evitando el sobrecalentamiento y los daños de la herramienta, y evitando que las virutas rayen la pieza), permite la evacuación de virutas frontal (utilizada durante el mandrinado de precisión, las virutas se descargan por la parte frontal de la pieza) y trasera (utilizada durante el mandrinado de desbaste, las virutas se descargan por la parte trasera de la pieza). El refrigerante cuenta con doble filtro (filtro de aceite magnético que absorbe las virutas de hierro y filtro de aceite de espuma que filtra las impurezas) para garantizar la limpieza del aceite. El cabezal de presión de la máquina herramienta (un componente utilizado para soportar el portaherramientas, guiar la herramienta y sujetar la pieza) soporta el portaherramientas, guía la herramienta y sujeta la pieza. El buje guía rugoso (un manguito que guía la herramienta de mecanizado rugoso, evitando que la herramienta se desvíe durante el corte) y el buje guía del portaherramientas (un manguito que sostiene el portaherramientas, mejorando la rigidez del portaherramientas) mejoran la rigidez del portaherramientas y evitan la vibración del mecanizado.
Herramientas clave: Cabezal de mandrinado en bruto (una herramienta utilizada para el mecanizado en bruto de agujeros, con un bloque guía frontal de carburo y un bloque guía trasero de plástico reforzado con tela, el primero es resistente al desgaste y el segundo ayuda en el posicionamiento), cabezal de mandrinado de precisión (una herramienta utilizada para el mecanizado fino de agujeros, que adopta una estructura flotante que puede alinearse automáticamente con el centro para garantizar la precisión del mecanizado), cabezal de bruñido de rodillos (que contiene rodillos cónicos, una herramienta que logra el acabado y el fortalecimiento mediante la extrusión de la superficie de la pieza de trabajo).
Equipado con un centro de contrapunto elástico (un centro en el contrapunto del torno con cierta elasticidad, que puede soportar la pieza para asegurar el posicionamiento sin causar deformación debido a un apriete excesivo) y una luneta mejorada (un dispositivo auxiliar para mecanizar piezas delgadas en un torno, sosteniendo la pieza como un "soporte" para evitar vibraciones o flexiones, generalmente con tres bloques de soporte), utilizado para torneado en desbaste (torneado inicial) y semiacabado de vástagos de pistón; utilizando avance inverso (la herramienta se mueve desde el extremo más alejado al extremo más cercano de la pieza, lo que reduce la deformación por flexión del eje delgado).
Equipo de rectificado: Rectificadora cilíndrica ordinaria (una máquina herramienta utilizada para rectificar el diámetro exterior de las piezas, equipada con un soporte central abierto), rectificadora sin centro (sin necesidad de posicionamiento central, la pieza de trabajo gira y se rectifica mediante la muela de rectificado y la rueda guía, adecuada para producción en masa) (utilizando rectificado de avance continuo (la pieza de trabajo entra por un extremo de la máquina y sale por el otro extremo para rectificado continuo) + marco de soporte (un dispositivo auxiliar para soportar piezas de trabajo delgadas para evitar vibraciones)), utilizado para el rectificado de precisión del diámetro exterior de los vástagos de pistón; dispositivo especial de bruñido de doble rueda (se puede modificar desde un torno, utilizando dos muelas de rectificado inclinadas para rectificar finamente la superficie de la pieza de trabajo para lograr un mecanizado de ultraprecisión), para lograr un acabado de ultraprecisión.
Equipo de laminación: Cabezal de laminación especial para vástago de pistón (que contiene 12 rodillos cónicos, una herramienta que fortalece la superficie al extruir la superficie del vástago del pistón), utilizado para el tratamiento de fortalecimiento de la superficie.
Máquina de soldadura automática: Máquina de soldadura de costura circunferencial (equipo utilizado para soldar costuras circulares, como piezas coaxiales como cuerpos de cilindros y tapas traseras de cilindros, asegurando soldaduras uniformes), máquina de soldadura de manguitos (equipo utilizado específicamente para soldar piezas tipo manguito), asegurando la hermeticidad y coaxialidad de la soldadura. Equipo de montaje y prueba: llave dinamométrica (una llave que puede establecer el par de apriete, asegurando una fuerza de apriete constante de los pernos y evitando fugas debido a pernos flojos o daños en las piezas debido a un apriete excesivo), herramientas de ajuste a presión (herramientas utilizadas para presionar cojinetes y otras piezas en sus posiciones de instalación, asegurando la precisión del montaje), probador de rugosidad (un instrumento para medir la rugosidad de la superficie), probador de redondez (un instrumento para medir el error de redondez), banco de prueba de presión (equipo que inyecta aceite a alta presión en el cilindro para verificar si hay fugas), asegurando la precisión del montaje y la calidad del producto.
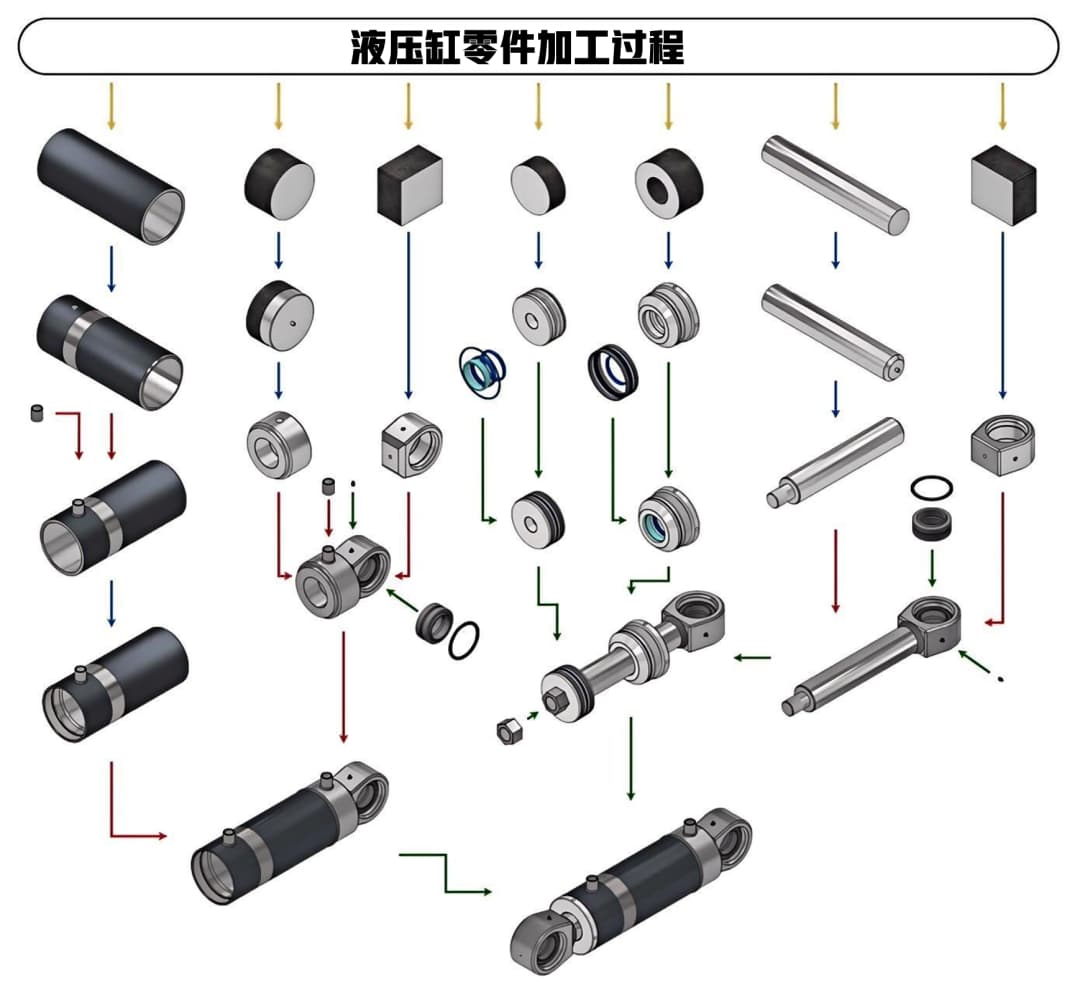
El proceso de fabricación de un cilindro hidráulico de doble efecto y vástago simple se puede resumir en cinco etapas principales: «Pretratamiento de la materia prima → Mecanizado del componente principal → Soldadura → Ensamblaje → Pruebas». Cada paso requiere un control estricto de los parámetros del proceso (como la velocidad de corte y la velocidad de avance) para evitar defectos comunes (como la desalineación de los orificios y la deformación de las piezas).
Primer paso: pretratamiento de la materia prima
Se compran tubos de acero sin costura (cuerpo de cilindro), acero redondo (vástago de pistón) y otras piezas brutas que cumplen con los requisitos. Posteriormente, se enderezan (un proceso que corrige la curvatura de la pieza bruta mediante presión o calentamiento para garantizar la precisión del procesamiento posterior) y se desoxidan (eliminando el óxido superficial para evitar rayar la pieza durante el procesamiento).
El cilindro en bruto se corta a la longitud de diseño usando una sierra de cinta automática (una sierra que puede cortar metal automáticamente, con alta precisión y eficiencia de corte), y se desbarba la cara del extremo (eliminando las protuberancias afiladas en la cara del extremo cortado para evitar rayar los sellos durante el ensamblaje); el vástago del pistón en bruto tiene un orificio central perforado para el posicionamiento del procesamiento posterior.
Segundo paso: mecanizado del componente principal
(1) Mecanizado de agujeros profundos en el cuerpo del cilindro (mandrinado de desbaste → mandrinado de acabado → bruñido con rodillos)
Mandrinado en bruto (mecanizado preliminar del orificio del cilindro, eliminando la mayor parte del exceso de material, dejando margen para mandrinado fino): utilice un cabezal de mandrinado en bruto con bloques de guía dobles, ángulo del filo de corte principal 60° (el ángulo entre el filo de corte de la herramienta y el eje de la pieza de trabajo, 60° puede reducir la fuerza radial y evitar la desviación de la herramienta), eliminando la mayor parte del margen (dejando 0,15 ~ 0,20 mm para mandrinado fino); utilizando la eliminación de viruta trasera, se utiliza aceite de refrigeración a alta presión (caudal 300L/min, presión 0,8MPa) para eliminar las virutas a la fuerza; parámetros de corte: velocidad de corte 1,7 ~ 2 m/s (la velocidad a la que se mueve el filo de corte de la herramienta en relación con la pieza de trabajo, una velocidad moderada puede equilibrar la eficiencia y la vida útil de la herramienta), velocidad de avance 0,2 mm/r (la distancia que se mueve la herramienta por cada revolución de la pieza de trabajo, 0,2 mm/r garantiza un corte estable). Mandrinado fino (mecanizado fino del orificio del cilindro después del mandrinado en desbaste para garantizar la precisión final y la calidad de la superficie): utiliza un cabezal de mandrinado fino flotante con centrado automático y corrección de diámetro; el bloque guía debe cumplir con los requisitos de "la parte delantera coincide con el diámetro después del mandrinado en desbaste, la parte trasera coincide con el diámetro después del mandrinado fino y las dimensiones circunferenciales son consistentes"; utiliza eliminación de viruta hacia adelante, caudal de aceite de refrigeración de 200 L/min; parámetros de corte: velocidad de avance 2~2,5 mm/r, velocidad de corte aumentada en un 20% en comparación con el mandrinado en desbaste.
Bruñido de rodillos (proceso que alisa y refuerza la superficie del orificio del cilindro presionando el cabezal de bruñido de rodillos contra ella): la tolerancia de bruñido (grosor del material eliminado durante el bruñido) se controla entre 0,08 y 0,12 mm (un ajuste de interferencia excesivo puede causar fácilmente descascarillado y agrietamiento, mientras que un ajuste de interferencia insuficiente no puede eliminar las marcas de la herramienta); velocidad de corte de 1,3 a 1,7 m/s, velocidad de avance de 0,25 a 0,3 mm/r; radio del rodillo del cabezal de bruñido de rodillos R = 2 mm, todas las tolerancias de tamaño de rodillo ≤0,005 mm. Después del bruñido, la rugosidad de la superficie del orificio del cilindro Ra ≤0,1 μm, formando una capa de endurecimiento por trabajo en frío (una capa superficial donde el metal sufre deformación plástica después del laminado y prensado, lo que aumenta la dureza y mejora la resistencia al desgaste y la vida útil por fatiga), mejorando significativamente la dureza y la resistencia al desgaste.
(2) Mecanizado de vástago de pistón (Torneado → Rectificado → Acabado/Refuerzo)
Torneado (El proceso de mecanizado del diámetro exterior del vástago del pistón utilizando un torno, dividido en torneado de desbaste y torneado de acabado): utiliza sujeción de "centro de contrapunto elástico + luneta mejorada"; se colocan alambres de acero de 4 × 20 mm entre las mordazas y la pieza de trabajo (dirección de ajuste de contacto de línea para evitar la deformación de la pieza de trabajo causada por una fuerza de sujeción excesiva); cuando la relación de esbeltez > 1:80, agregue bloques de soporte de madera (bloques de madera que ayudan a sostener la pieza de trabajo, reducen la vibración y evitan que se rayen) para amortiguar las vibraciones; utiliza alimentación inversa para reducir la deformación de corte; ángulo del filo principal de la herramienta de torneado de desbaste 75°, rugosidad de la superficie después del mecanizado Ra = 1,6 ~ 3,2 μm. Rectificado (mecanizado fino del diámetro exterior del vástago del pistón mediante una rectificadora para mejorar aún más la precisión y la calidad de la superficie): Se utiliza una rectificadora cilíndrica convencional con un apoyo central de tipo abierto (un dispositivo para soportar piezas de trabajo delgadas, que se puede abrir para facilitar la sujeción de la pieza de trabajo; los bloques de soporte están hechos de nailon o madera dura para evitar rayones). La velocidad de rotación de la pieza de trabajo es relativamente baja (para evitar vibraciones) y la profundidad de rectificado es pequeña (para evitar el sobrecalentamiento y la deformación de la pieza de trabajo). Una rectificadora sin centro utiliza un rectificado de avance continuo, con el centro de la pieza de trabajo debajo de la línea que conecta la muela de rectificar y la rueda reguladora (para garantizar que la muela de rectificar presione la pieza de trabajo contra la rueda reguladora, evitando vibraciones), y está equipada con múltiples apoyos. Después del rectificado fino, la rugosidad superficial Ra = 0,2~0,4 μm.
Acabado/Fortalecimiento (procesos para optimizar aún más la calidad de la superficie o mejorar la resistencia de la superficie):
Bruñido de doble rueda (proceso de rectificado ultrafino de la superficie del vástago del pistón mediante dos muelas inclinadas): Las muelas se instalan con inclinaciones opuestas, con un ángulo de cruce α de 27° a 35° (el ángulo entre el eje de la muela y el eje de la pieza de trabajo, lo que afecta la eficiencia del rectificado y la calidad de la superficie). El tamaño del grano de la muela es de W10 a W20 (cuanto menor sea el tamaño del grano, más finas serán las partículas abrasivas en la superficie de la muela y más lisa será la superficie procesada). Tras el procesamiento, Ra = 0,01 a 0,04 μm, lo que permite corregir los errores de cilindricidad.
Bruñido de rodillos (un proceso de prensado de la superficie del vástago del pistón con un cabezal de bruñido de rodillos para mejorar la dureza de la superficie y la resistencia al desgaste): margen de bruñido 0,01~0,015 mm, velocidad del husillo 500~600 r/min (velocidad de rotación de la pieza de trabajo), velocidad de avance 0,3 mm/r; después del bruñido de rodillos, rugosidad de la superficie Ra < 0,1 μm, y la dureza se incrementa de HB162~190 a HB220~233. Paso 3: Proceso de soldadura: garantía de resistencia estructural y coaxialidad: Antes de soldar, limpie la superficie de soldadura de la pieza de trabajo (libre de aceite y óxido para garantizar la resistencia de la soldadura). Utilice pasadores de ubicación + posicionamiento de superficie cónica (insertando pasadores de ubicación en los orificios de los pasadores y ajustando las superficies cónicas para asegurar que las piezas estén alineadas durante la soldadura y evitar el desplazamiento) para garantizar la coaxialidad; el cuerpo del cilindro y la culata trasera se sueldan utilizando una máquina de soldadura de costura circunferencial. La fuerza de sujeción (fuerza utilizada para fijar la pieza de trabajo) durante la soldadura se controla a 8000~12000 N (ajustada de acuerdo con el diámetro de la pieza de trabajo para evitar dañar la pieza de trabajo o que una sujeción insuficiente provoque el desplazamiento de la soldadura); después de soldar, presione el rodamiento mientras aún está caliente (el proceso de presionar el rodamiento en la posición de instalación; operar mientras está caliente aprovecha la expansión y contracción térmica del metal, lo que facilita la instalación del rodamiento). Después de enfriar, revise la soldadura para detectar grietas y poros (defectos de soldadura que pueden provocar fugas de aceite o resistencia insuficiente). Paso 4: Proceso de ensamblaje: control preciso de sellado y ajuste: Instalación del sello: la ranura de sellado (la ranura utilizada para instalar el sello) debe estar limpia y libre de rebabas y rayones. Instale el anillo del pistón, el anillo de fieltro, etc., en la ranura, evitando torceduras (la torsión del sello puede provocar fugas de aceite); tratamiento de prelubricación: aplique aceite del sistema (el aceite hidráulico utilizado cuando el cilindro está en funcionamiento; aplicarlo con anticipación reduce la fricción durante el ensamblaje y evita el desgaste del sello) a todas las superficies en contacto con aceite hidráulico; ensamblaje del subconjunto: el vástago del pistón y el pistón se bloquean juntos con una tuerca, lo que garantiza el descentramiento axial del hombro del eje (el error de descentramiento de la cara del extremo del hombro del eje con respecto al eje, ≤0,02~0,04 mm, para evitar el desplazamiento del pistón después del ensamblaje) ≤0,02~0,04 mm; Ensamblaje final: instale el subconjunto del vástago del pistón en el cuerpo del cilindro y apriete la conexión roscada entre la culata delantera y el cuerpo del cilindro con una llave dinamométrica para garantizar un sellado fiable. Paso 5: Inspección y embalaje del producto terminado: Control de calidad final antes del envío: Inspección de precisión: comprobación de las tolerancias dimensionales (rango de desviación admisible de las dimensiones de la pieza), redondez, cilindricidad y rugosidad superficial del orificio del cilindro y el vástago del pistón; Pruebas de rendimiento: realización de pruebas de presión (inyección de aceite a alta presión en el cilindro, mantenimiento durante un período de tiempo y comprobación de fugas para garantizar el rendimiento del sellado) y pruebas de precisión de carrera (comprobación de la desviación entre la longitud real y la longitud diseñada de la extensión y retracción del vástago del pistón para garantizar la precisión del movimiento) (movimiento suave sin atascos); Embalaje antioxidante: tratamiento antioxidante de la superficie (como la aplicación de aceite antioxidante y embalaje con papel antioxidante para evitar la oxidación durante el transporte y el almacenamiento) seguido de sellado para evitar arañazos durante el transporte. Nota: Un cilindro hidráulico de simple efecto y doble efecto fabricado con procesos estandarizados y mantenido regularmente puede tener una vida útil de varios años o incluso más.
Desviación de mecanizado de agujeros profundos del cañón del cilindro: utilice la rotación de la pieza de trabajo + cabezal de mandrinado de bloque de guía doble, manguito guía del cabezal de presión y soporte central para mejorar la rigidez de la barra de herramientas y realice un corte en dos etapas después del mandrinado en bruto para garantizar un margen uniforme; Vibración y deformación del giro del vástago del pistón: contrapunto elástico + luneta de tres soportes + avance inverso para reducir la tensión de corte y la vibración; Pelado de la superficie después del laminado: controle el margen de laminado (0,08 ~ 0,12 mm), la rugosidad de la superficie de premecanizado Ra = 1,6 ~ 3,2 μm, evite valles excesivamente profundos (los valles excesivamente profundos evitarán que el metal se llene durante el laminado, lo que provocará pelado); Tolerancia que excede la coaxialidad después de la soldadura: utilice pasadores de ubicación + posicionamiento de superficie cónica, enderece a tiempo después de la soldadura (corrija la deformación causada por la soldadura) y controle la fuerza de sujeción para evitar la deformación de la pieza de trabajo.
El cilindro de doble efecto y vástago simple (conexión roscada en la culata delantera y soldada en la culata trasera) que se presenta hoy es una solución de uso general. En la producción real, el proceso debe ajustarse según el tipo de cilindro: Cilindro con tirantes: La camisa del cilindro y la culata se conectan mediante tirantes (pernos largos que conectan la culata y la camisa del cilindro), sin necesidad de soldadura, y la prioridad es controlar la fuerza de pretensado del tirante (un apriete demasiado flojo provocará fugas de aceite y demasiado apretado dañará la camisa del cilindro). Cilindro telescópico: Diseño de anidamiento de barriles de cilindros de múltiples secciones, que requiere garantizar la coaxialidad y la extensión y retracción suaves de cada sección (evitando atascos entre secciones); Cilindro de alta presión: Se selecciona material de aleación de alta resistencia y el orificio del cilindro adopta el proceso de "perforación de precisión + laminado múltiple" para mejorar la resistencia de la superficie (para soportar una mayor presión hidráulica).


 Red IPv6 compatible
|
Mapa del sitio
|
Xml |
blog |
política de privacidad
Red IPv6 compatible
|
Mapa del sitio
|
Xml |
blog |
política de privacidad

 es
es 






